20 Watt Laser Marking Brass, Plastic, and Stainless Steel
Broadley-James Corporation, located in Southern California, is a manufacturer of sensors,...
When a precision medical parts manufacturer wins a contract requiring laser marking on hundreds of thousands of parts across mixed materials, the question stops being whether laser marking works and starts being whether it should happen in-house.
Ackley Metal Products of Santa Ana, California faced exactly that decision. After six months of trial production through Jimani's job shop, they brought a custom Jimani Hybrid fiber laser system in-house — one configured to mark both stainless steel and PEEK on the same optical setup — and recovered the investment in roughly four months.
This case study walks through how the decision was made, the technical problem that had to be solved, and what determines whether an in-house move is the right call for a medical parts manufacturer.
Quick Answer: Ackley landed a contract requiring laser marking on hundreds of thousands of precision medical parts. After six months of trial production runs through Jimani's job shop, the volume and lead-time math favored in-house marking — lower per-part cost, tighter production control, and no outbound shipping cycles between marking and the next operation.
Outsourced marking works well for variable, moderate-volume work. The economics flip when a single contract starts pushing six-figure annual part counts and the marking operation becomes a scheduling dependency rather than a finishing touch. At that point, every shipping cycle to a job shop becomes a lead-time tax, and the marking parameters — which have to be locked down for FDA-relevant traceability anyway — start belonging on the production floor instead of off-site.
Ackley spent six months running trial production through Jimani's laser job shop services before making the move. That window did two things at once. It gave Ackley confidence that the marking process was repeatable on their parts, and it gave Jimani the time to develop, validate, and document the marking parameters for every part number in the contract. By the time the conversation turned to bringing a system in-house, the process recipe already existed.
At Jimani, this is the conversation we have most often with growing medical and aerospace manufacturers — when does the volume justify owning the equipment, and when is it smarter to keep outsourcing? The honest answer depends on volume, lead-time pressure, and how much process control the application demands.
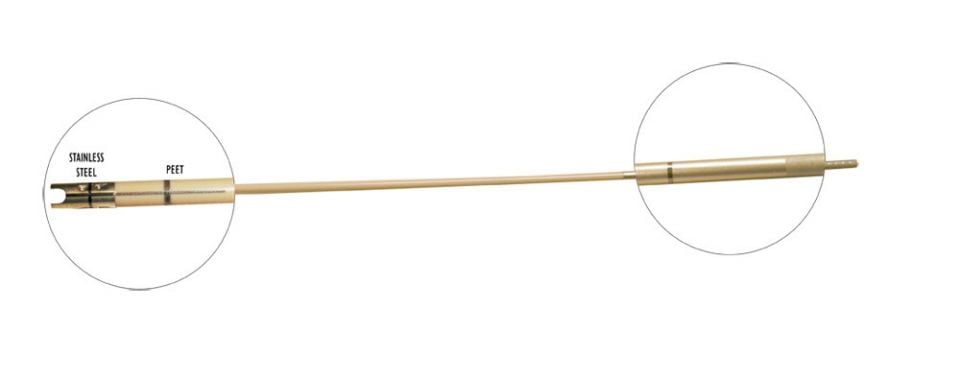
Quick Answer: Yes, but the optical configuration has to be built for the combination. Stainless steel marks best through stain marking — a controlled oxide layer formed by heat. PEEK marks through ablation at much lower power. Running both on one system requires a focusing lens, beam expander, and pulse-width strategy that can switch between the two without swapping hardware.
This is where most off-the-shelf fiber laser systems fall short on mixed-material medical work. A 1064 nm fiber laser tuned aggressively for stainless steel stain marking will scorch and melt PEEK on contact. A system dialed in for PEEK ablation will barely scratch stainless. The standard answer in the industry is to run two systems or change optics between jobs — neither one practical for a high-volume production cell.
The technical fix is a single optical configuration with enough depth of focus and the right spot size to accommodate both materials, paired with software profiles that handle the parameter switching automatically. For stainless steel, that means lower marking speeds, controlled pulse frequency, and a defocused beam to spread heat across the surface and form a clean dark oxide layer. For PEEK, that means a shorter pulse width, higher speed, and just enough power to ablate the surface without thermal damage to the part underneath. 
Jimani developed and validated this dual-material configuration during the six months of trial work. Once it was proven on actual Ackley parts, the same configuration was built into the Hybrid that shipped to their facility — which is why the system arrived already knowing how to mark every part in the contract.
Quick Answer: When the marking process has been validated against the customer's actual parts before delivery, the system can be running production within 24 hours of arrival. Ackley picked up their Jimani Hybrid in the afternoon and was running production parts the next morning.
Most failed laser marking deployments fail in the same place — the system arrives, the operator opens the software for the first time, and nobody on site has the parameter recipe for the parts that need to ship next week. Weeks of dialing in follow. Scrap accumulates. The system gets a reputation for being "hard to use" when the real problem is that no process work happened before the equipment showed up.
The job shop relationship eliminates that gap. By the time a Jimani Hybrid leaves Oxnard for a customer like Ackley, the marking software already contains the validated jobs for every part number — power, speed, pulse frequency, fill density, and Z-axis position. Training becomes a matter of teaching operators how to load parts, run the existing jobs, and recognize when something looks off. It is not a matter of figuring out laser marking from scratch.
"The lasers have been with us almost 4 months and have almost paid for itself," said Alan Ackley, VP of Ackley Metal Products. "It works flawlessly and is very easy to train others on it."
Quick Answer: In-house laser marking pays back fastest when part volume is high and steady, lead times are tight, traceability requirements demand process documentation, or marking is a scheduling bottleneck in production. Ackley reached near-payback in approximately four months — driven by contract volume and the elimination of off-site shipping cycles between operations.
The decision is rarely about laser marking in isolation. It is about where the marking step sits in the broader production flow. If parts move through a sequence of operations and marking lives off-site, every shipment to a job shop adds days to the floor-to-floor cycle and a handling event that could damage a precision part. Pull marking in-house and that delay disappears — along with the packaging, the freight, and the coordination meeting about whether the last batch shipped on time.
What changes the math is volume, repeatability, and the value of process control. A manufacturer running variable, short-batch work across dozens of part numbers might be better served by a job shop indefinitely. A manufacturer running one or two high-volume contracts where every part needs the same mark, every time, with documented parameters for audit — that manufacturer is usually the one who benefits from owning the equipment. In our job shop experience, payback windows of four to twelve months are common when volume and lead-time pressure both point in the same direction.
The Hybrid configuration that solved the Ackley problem is the same platform Jimani builds for medical, aerospace, and firearms manufacturers facing similar dual-material or high-volume challenges — configured around the customer's parts before the system ever leaves the building.
The fastest way to answer that question is to send us a sample. We will mark it in our job shop, share the parameter set we used, and walk through what an in-house configuration would look like for your volume. If the numbers do not work, we will tell you that too — and keep marking your parts in the job shop until they do. That is the same conversation we had with Ackley Metal Products in 2010, and it is the conversation we have every week with manufacturers trying to figure out whether the next step is owning equipment or sticking with outsourced work.
