Laser Marking Precision Machined Medical: Ackley Medical Products
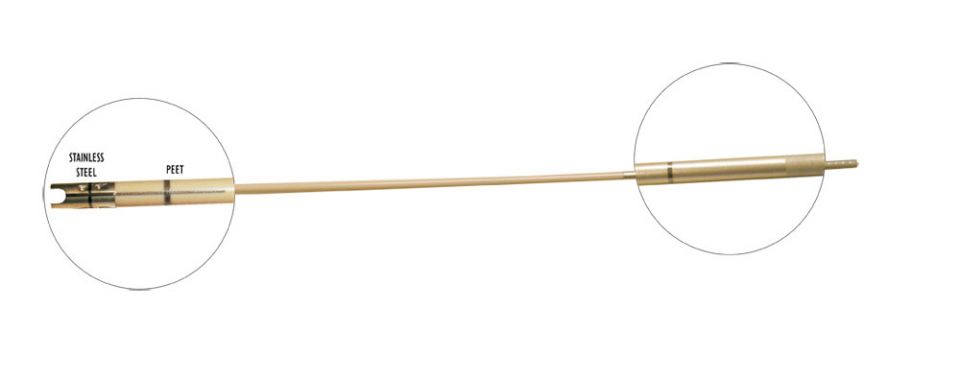
Table of Contents
- Why do precision machined medical parts need permanent marking?
- What goes wrong when a marking vendor can't keep up?
- How do you mark stainless steel and plastic with one laser system?
- When does it make sense to move marking from a job shop to in-house?
- What makes an outsourced-to-in-house marking transition smooth?
- Should you outsource medical part marking or bring it in-house?
Why do precision machined medical parts need permanent marking?
Precision machined medical parts need permanent marking for identification and traceability that survives cleaning, sterilization, and years of clinical handling. Printed labels and inks fail under those conditions, so the part number, lot, serial, or UDI is marked directly into the surface where it cannot peel or wash off.
Medical components carry identification for the same reason any regulated part does — traceability back to a lot and a process. The difference is the environment. A surgical or diagnostic component gets cleaned, autoclaved, and handled repeatedly, and anything sitting on top of the surface eventually comes off. The mark has to be the surface, not a layer applied to it.
On stainless steel, that usually means ablation or a stain mark: the laser either removes a thin surface layer to create contrast or heats the metal to form a dark, non-penetrating oxide that holds up to sterilization. Both leave the part dimensionally intact, which matters on a precision machined component. In our own medical device job shop work at Jimani, that durability requirement is almost always the reason a manufacturer moves off labels and onto a laser.
What goes wrong when a marking vendor can't keep up?
An unreliable marking vendor shows up as two costs: late deliveries that stall the manufacturer's own shipments, and a scrap rate that quietly eats into yield and margin. Both were the reason Ackley Metal Products left its previous laser job shop.
Ackley had grown from a small tool shop into a manufacturer of high-end precision machined medical components, and it had been outsourcing the permanent marking on those parts to a local job shop. Quality and delivery problems with that supplier are what opened the door. Alan Ackley, VP of Ackley Metal Products, described the contrast after they found Jimani through a customer referral:
"Jimani has been laser marking for us for 4 years. We had heard of them from word of mouth from one of our customers and were very grateful for the suggestion. Our last supplier littered us with late deliveries and an unacceptable scrap rate. Jimani, on the other hand, was quite the opposite with snappy turnaround times and a very high acceptance rate. They are also very easy to deal with when designing new products with their doors wide open with a knowledgeable crew to help."
Alan Ackley — VP, Ackley Metal Products
The pattern is worth naming because it is common. A marking vendor that cannot hold turnaround or yield does not just cost you the marking — it makes you the late supplier to your own customer. Ackley started with a few trial orders, and as those proved out, moved all of their laser job shop work to Jimani.
How do you mark stainless steel and plastic with one laser system?
Marking a metal and a plastic on one system is difficult because each responds to very different laser parameters. On a variable pulse width MOPA fiber laser, you keep the same optical configuration and change power, pulse width, and pulse frequency for each material. Jimani built a custom configuration so Ackley could mark stainless steel and PEEK on the same machine.
When Ackley landed a large contract that required a lot of marking, Jimani spent roughly six months developing the processes for the different parts and materials, working through trial production runs that reached hundreds of thousands of parts. The hardest requirement was a mixed-material combination: a stainless steel part and a plastic part that had to be marked on the same laser.
That combination is genuinely difficult. Metals take ablation or stain marking and can absorb a lot of energy. Plastics are the opposite — apply too much power for too long and the surface melts instead of marking, so they often need shorter pulses and lower power. A variable pulse width MOPA fiber laser is what makes one machine cover both, because it lets the operator shorten the pulse and drop the power for the plastic, then switch to a metal recipe without touching the optics. The custom configuration Jimani built held the same beam path and lens for both materials, with a saved parameter set for each. The result is one system and one operator workflow handling two materials that would otherwise argue with each other.
When does it make sense to move marking from a job shop to in-house?
Moving from outsourced to in-house marking makes sense when the cost per part across enough volume exceeds the cost of the equipment and labor to do the work yourself — and when you have the applications expertise, or a partner who does, to develop the laser configurations. Below that volume, a job shop is usually the better economics.
The math has two halves. One is straightforward: cost per part times annual volume, weighed against the price of the system plus the labor to run it. The other is easier to overlook — the expertise to develop the laser configurations and applications engineering in the first place. A manufacturer can buy a machine and still be stuck if no one knows how to dial in a difficult material. Our outsource-versus-buy breakdown walks through both halves in detail.
For Ackley, the volume from the new contract justified the investment, and the second half of the equation was already solved — the vendor that had developed the processes was also the one that builds the equipment. Alan Ackley was candid about how that felt:
"The time did come though where we wanted to bring the jobs in house, which is quite nerve racking when it's a new process and your supplier does such a good job. The volume was worth the machine investment though and it made business sense. Fortunately for us Jimani builds and sells the same equipment they use on production so the decision was easy. They are very friendly about the switch over and work diligently to get the machine to you, which by the way, was delivered on time as well. They include all the programs they used and settings so the switch over required very little man hours to get production up and going in our facility."
Alan Ackley — VP, Ackley Metal Products
What makes an outsourced-to-in-house marking transition smooth?
The transition is smooth when the same vendor that marked the parts also builds the system, because the proven programs, parameters, and settings transfer directly to the new machine. Ackley picked up their laser one afternoon and were running production parts the next morning.
This is the practical advantage of buying from a manufacturer that runs its own job shop. The marking recipes were not redeveloped from scratch on the customer's floor — they were the same configurations Jimani had already proven in production, handed over with the machine. Jimani built the custom Hybrid fiber laser system to spec and trained the Ackley team on it, and the cutover was quick enough that the laser was running production parts the morning after it arrived.
A few months in, Alan Ackley reported the outcome:
"The lasers have been with us almost 4 months and has almost paid for itself. It works flawlessly and is very easy to train others on it."
Alan Ackley — VP, Ackley Metal Products
Should you outsource medical part marking or bring it in-house?
Outsource medical part marking when volumes are low, requirements change often, or the applications work is still being figured out. Bring it in-house when steady volume makes the cost per part exceed the cost of owning a system — and when you have a partner who can transfer proven configurations so the changeover does not stall production.
Ackley's path is the useful template: outsource first, let a real production relationship prove out the materials and the processes, then bring the work in-house once the volume and the confidence are both there. Skipping the first step is where in-house marking projects tend to go sideways, because the hard part is rarely buying the machine — it is developing the configuration that makes a difficult part mark reliably.
If you are weighing the same decision for medical or other precision machined parts, send us a sample. We will mark it in our job shop, show you the parameters and the cycle time, and give you a straight read on whether your volume justifies in-house equipment yet. If outsourcing is the right answer for now, we will keep marking your parts until the math changes — and when it does, we build the system you would move to.


Interested in owning your own system


Interested in having us mark your product
